发货:3天内
发送询价
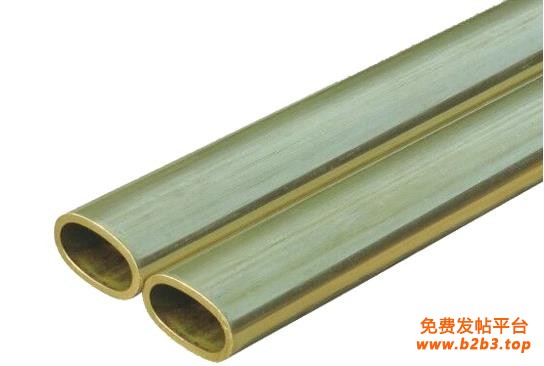
异型黄管用途:可做各种深拉和弯折制造的受力零件,散热器外壳、导管、波纹管、垫片等。异型黄管规格:各型号等规格齐全,并可根据客户要求定制。
异型黄管主要物理参数:
抗拉强度:σb (MPa):≥265
伸长率:δ10 (%):≥50
热加工温度820~870℃
硬度:8.5g/cm³(HV)
黄铜管化学成份:
铜 Cu :63.5~68.0 锌 Zn:余量 铅 Pb:≤0.03
P:≤0.01 铁 Fe:≤0.10 锑 Sb :≤0.005
铋 Bi:≤0.005 注:≤0.3(杂质)
H65黄铜带力学性能:
抗拉强度 σb (MPa):≥390
注:棒材的纵向室温拉伸力学性能 。

 铜管加工的方法同铜管的焊接步骤
铜管加工的方法同铜管的焊接步骤[一]、铜管加工的方法
铜管加工的方法有以下三种:
1、黄铜管的挤压工艺解说:挤压工艺的定义是铜胚管通过黄铜管挤压机对其进行挤压成型,从而使铜管的密度分布加的均匀、壁厚同时也分布的很匀称,从而达到强的抗压性能。
2、铜管连铸连轧工艺解说:连铸连轧工艺的定义是连续铸造连续轧制,从而把高温下烧化的液体铜倒入连铸机中轧制出铜坯(称为连铸坯),后续不经过冷却,直接在均热炉中保温一定时间之后直接进入热连轧机组中轧制成型的铜轧制工艺。连铸连轧工艺它能巧妙地把铸造和轧制两种工艺组合运用起来,和以前的传统的先铸造出铜坯后经加热炉加热再进行轧制的工艺具有简略化工艺、减少劳动力、增加金属收获率、节约材料、增强连铸坯质量、生产出节能环保铜产品,直接一步实现了机械化、程序化和自动化的优点。
3、上引法工艺解说:上引法连铸铜管的原始特征是“无氧”,即含氧量在10ppm以下,电解铜经高温熔化成铜液体转换,硬化成型后的整个工艺过程中,采用木炭还原和鳞片石墨覆盖、隔氧等工艺手法。氧气在熔化的铜液体中是以铜和亚铜的新式存在,木炭在高温的作用下,可以自行脱氧,使其含氧量小于10ppm。在化学反应过程中产生的CO保护气体和鳞片石墨的隔氧作用,石墨在结晶过程中不再被,从而达到上引法工艺的效果。
铜管加工之下料、去毛刺的设备及操作要求:
1、使用工具:割管刀,好直尺,定位块根据图纸要求的尺寸和管径,用直量取相应的长度,放置定位块。
2、紫铜管需定位固定后,再用割刀拆下,要保证割口平齐,不变形。
3、操作中,不允许戴手套,但去毛刺可以戴手套操作,防止毛线进入铜管。
4、切割过程中,铜管均匀进给,以保证管口圆滑。
5、当管径小于(等于)Φ12mm,可多根(不多于10根)一起下料;当管径大于Φ12mm,或长度小于60mm的铜管单独进行下料。
[二]、铜管的焊接步骤
(1)将焊接的部分清洁干净。
(2)去掉电力铜管末端所有的毛刺
(3)用钢棉或砂布将接头部分清洁干净
(4)保证铜管末端有适当而且光滑的套插部分
(5)焊接紫铜合金时,将火焰调至中性。
(6)用焊具围着接头部分的四周来回移动以便使接头部分均匀受热。随着套插的部分受热翘起,它会扩张并离开铜管,从而焊料间距。
(7)将焊接的接头部分加热,当到过准确的温度时,焊条会馆化并掉下一小部分,将火焰移开约两寸,将火焰沿焊接部分米回移动,以便持续加热。
(8)按淡红色的指示加入焊条直到焊接完成为止,让其围着接头部分漫流直到接口处形成一圈细小的焊缝不同的位置。
河间市通海铜业有限公司(http://www.tonghaitongye.com)主要生产铜牌号:T2、T3、TP2、H62、H65、H68、各种规格异型黄管,散热器铜管,焊接铜管及各种异型产品可定做加工。竭诚为新老客户提供 电力铜管,异型铜管,异型铜棒产品和满意的服务,并随时恭候新老客户光临指导。